Share
Pin
Tweet
Send
Share
Send
ניתן להשיג אנרגיה תרמית על ידי סיבוב של חלק אחד בזמן שהחלק השני נייח, או סיבוב בכיוון ההפוך. יתר על כן, על החלקים להילחץ בו-זמנית זה עם זה בכוח קבוע או הולך וגובר מההתחלה ועד הסוף. התהליך מסתיים בטיוטה ועצירה מהירה של החלק המסתובב.

בהשוואה לריתוך בקתות, לתהליך מבוסס חיכוך יש מספר יתרונות תפעוליים:
- עלויות אנרגיה מופחתות בהרבה;
- המפרק המרותך הוא תמיד אמין, מכיוון שהוא תלוי רק בתכונות התרמופיזיות של המוצרים המרותכים;
- אין הכנה מיוחדת של המפרק שיצטרף אליו, מכיוון שקנה המידה, חלודה, שומן ושומנים נשרפים או נסחטים לגרטה בתחילת התהליך;
- אפילו הפרת ההקבלה של חלקי העבודה עד זוויות של 6 ± 1 מעלות אינה משפיעה על איכות החיבור;
- היעדרם של גורמים שליליים בצורת קרינה אולטרה סגולה ופליטת גזים מזיקים;
- פשטות הציוד הטכנולוגי, הנוחה בקלות לתחזוקה שוטפת, מיכון ואוטומציה.
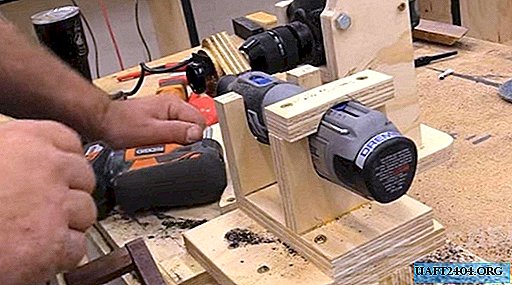
תהליך ריתוך החיכוך במחרטה
ריתוך מוט פלדה

בצ'אק ובמוצא הראש של המכונה אנו מתהדקים על מוט מתכת, שקוטרו צריך להיות יותר מ -3.5 מ"מ, אך פחות מ- 200 מ"מ. הם יכולים להיות מפלדה, אלומיניום, נחושת, ברונזה או ממתכות שונות:
- פלדה ואלומיניום;
- פלדה ונחושת;
- אלומיניום וברונזה וכו '.

שילובי חומרים יכולים להיות שונים מאוד, אפילו לא הניתנים לריתוך באופן הרגיל. לריתוך חיכוך בהקשר זה, אין מגבלות.
במקרה שלנו, אנו מקבעים את המוט במוצב הראש בעזרת שלושה ברגים המוברגים לחורי המחסנית, המרווחים באופן שווה סביב ההיקף דרך 120 מעלות. בעזרתם אנו מבצעים יישור ביחס למוט הידוק במחסנית על ידי הידוק או הברגה של בורג כזה או אחר.
אנו מביאים את ראש המגן עד קצה המוטות מקצה לקצה ומתקנים אותו או מחזיקים אותו בידנו על מנת להגדיל את כוח ההידוק במהלך תהליך הריתוך, הנדרש על ידי הטכנולוגיה של שיטת ריתוך זו.
אנו מדליקים את המכונה, וכתוצאה מכך המוט המהודק בצ'אק המכונה מתחיל להסתובב. במקרה שלנו, המוט הקבוע במוצב הראש קבוע, אך באופן עקרוני הוא יכול להסתובב בכיוון ההפוך, מה שיקטין את זמן התהליך.

בקרוב נראה צבעי שינוי צבע שהחלו בנקודת המגע של המוטות ומתפשטים לאורכם בכיוונים מנוגדים, המהווה סימן ישיר לחימום מהיר של המתכת כתוצאה מחיכוך.

לאחר זמן קצר המתכת באזור המגע תידלק באור בהיר ותתחיל להחדיר בצורה של תצורה טבעתית מעבר לגבולות מימדי המוטות. בזירה זו יהיה גם בור: סולם, חומר סיכה לא שרוף, תכלילים לא מתכתיים מוצקים וכו '.
ברגע הזוהר הבהיר ביותר של נקודת המגע, יש לכבות את המכונה בפתאומיות על מנת שהמתכת תונח על שני מוטות. יתרה מזאת, אם המיטה לא הייתה קבועה, יש צורך להגדיל בהדרגה את הלחץ עליה כדי לפצות על נפח המתכת העקירה באזור המגע ולקבל חיבור חזק וטוב יותר.

לאחר המתנה להפסקת הזוהר (וזה סימן להתקף מוחלט של המתכת), תוכלו לשחרר את ברגי ההרכבה ולהסיר את המקל. כעת נותר רק לבדוק את איכות ריתוך החיכוך.
לשם כך, הפעל שוב את המכונה ומצא פעימה קלה במוט המרותך - תוצאה של יישור לא מדויק בעת ההתקנה בתחילת הדרך. פגם זה מסולק על ידי הסתגלות עם הסרת הבר המוחצץ באזור המגע.


חריץ עמוק יותר של המתכת מעיד על כך שאף תכונות לא נראות באזור הריתוך של שני המוטות. נראה כי זה לא מקום המגע של שני המוטות, אלא גופם של אחד מהם.

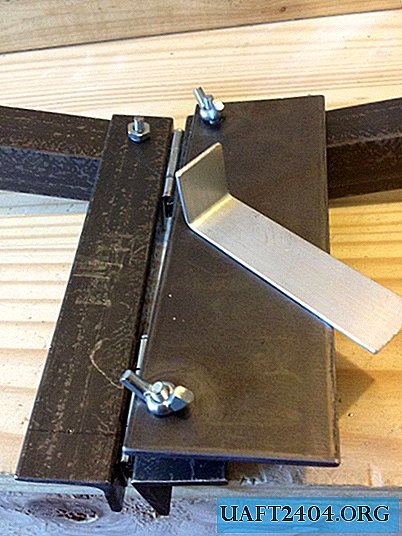
אנו מבצעים את בקרת האיכות הבאה של ריתוך בחיכוך. אנו מהדקים את המוטות המחוברים בצורה כזו לסתום ומשתמשים בדיסק המטחנה באזור המגע כדי לבצע את ה"מדף ", ושוב אנו משוכנעים באחידות המתכת, שמעידה גם על איכות הריתוך.

חיבור בורג

ניתן להשתמש בריתוך בחיכוך לחיבור ברגי ייצור המוני עם ראשים. התהליך אינו שונה מהתהליך עם מוטות: בורג אחד נלחץ בצ'אק המכונה, השני - ראש המיטה.

באמצעות האחרונים, הברגים מובאים במגע על ידי הראשים והמכונה מתחילה. כמו כן, יש צורך להגדיל את כוח ההידוק ולתפוס את רגע הריתוך על מנת לכבות את הכונן בזמן.

ריתוך בחיכוך יכול לשלב חומרים שסוגים אחרים מתקשים לרתך או לא לרתך כלל: פלדה ואלומיניום, פלדות אוסטניות ופירליט. בעזרתו, גם חיבורי פלסטיק מחוברים בקלות.
החישובים והתרגול לשימוש במתחם החיכוך מדגימים כי שיטה זו מתאימה יותר לחומר עבודה שקוטרו נע בטווח 6-100 מ"מ. מוטות ריתוך בקוטר של יותר מ -200 מ"מ אינם מועילים כלכלית, מכיוון שהתהליך ידרוש כוח גדול (0.5 אלף קילוואט) וכוח צירי (3 × 106 N). זה לא יעבוד בדרך זו לחיבור מוטות בקוטר של פחות מ -3.5 מ"מ בגלל הצורך להבטיח סיבובים גבוהים (200 סל"ד) והקושי לקבוע את הרגע כיבוי הכונן.
Share
Pin
Tweet
Send
Share
Send